Machine d'assemblage à aiguille hypodermique entièrement automatique
Brève introduction
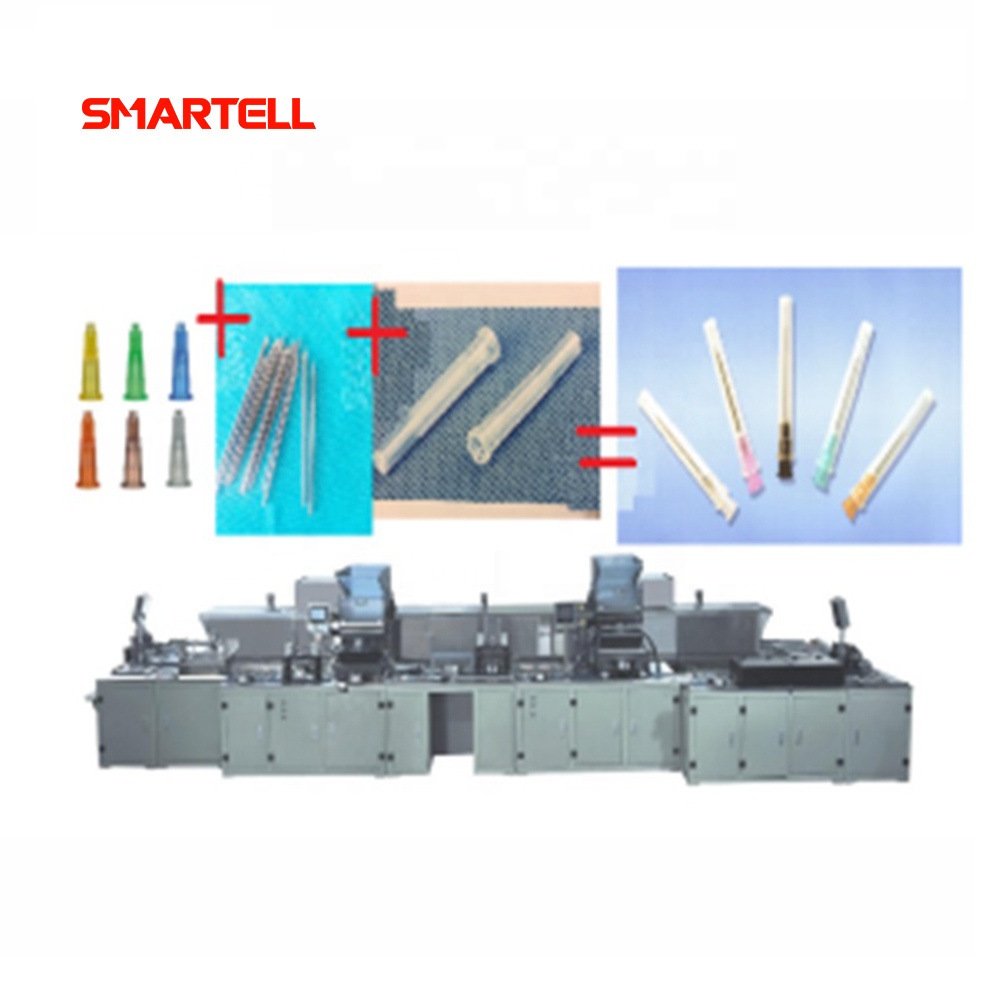
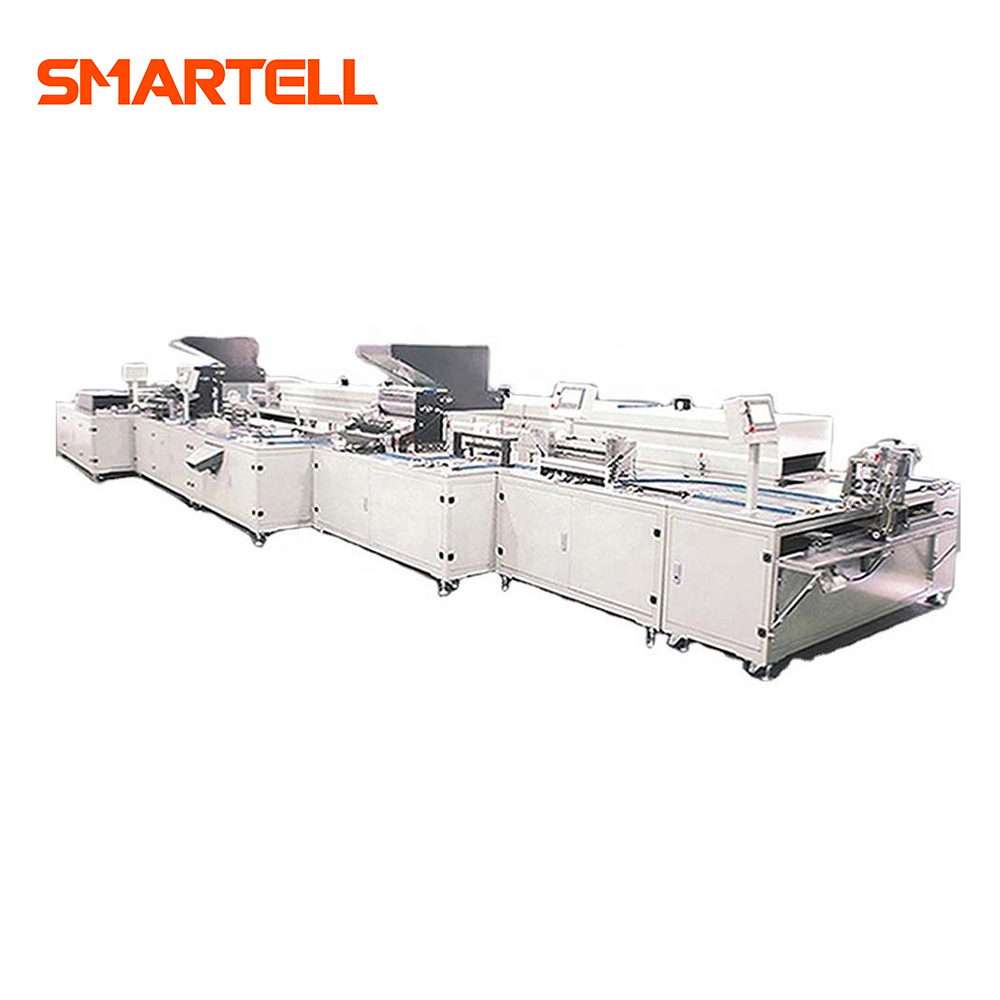
Cette machine est utilisée pour assembler et coller le moyeu, la canule et le capuchon d'une aiguille jetable, y compris l'huile de revêtement sur la canule. L'appareil adopte le système de contrôle de programmation Keyence et le panneau est facile à utiliser grâce à l'écran tactile. Le mécanisme de revêtement du servomoteur est lisse et uniforme. Le système de détection adopte le système d'image Keyence CCD du Japon, avec une vitesse élevée de 45 pièces en une seconde pour détecter une aiguille non qualifiée, et la configuration pneumatique adopte des composants importés. Il est entièrement automatique, ce qui peut réduire considérablement l'intensité du travail des opérateurs.
Principe de fonctionnement
Cette machine est composée de la position d'installation du moyeu, de la position d'installation de la canule, de la position de collage, de la solidification dans le four, de la position de revêtement d'huile de silicone, de la position d'installation du capuchon protecteur, de la position de pressage du capuchon protecteur et de la position du chargeur de déchargement.
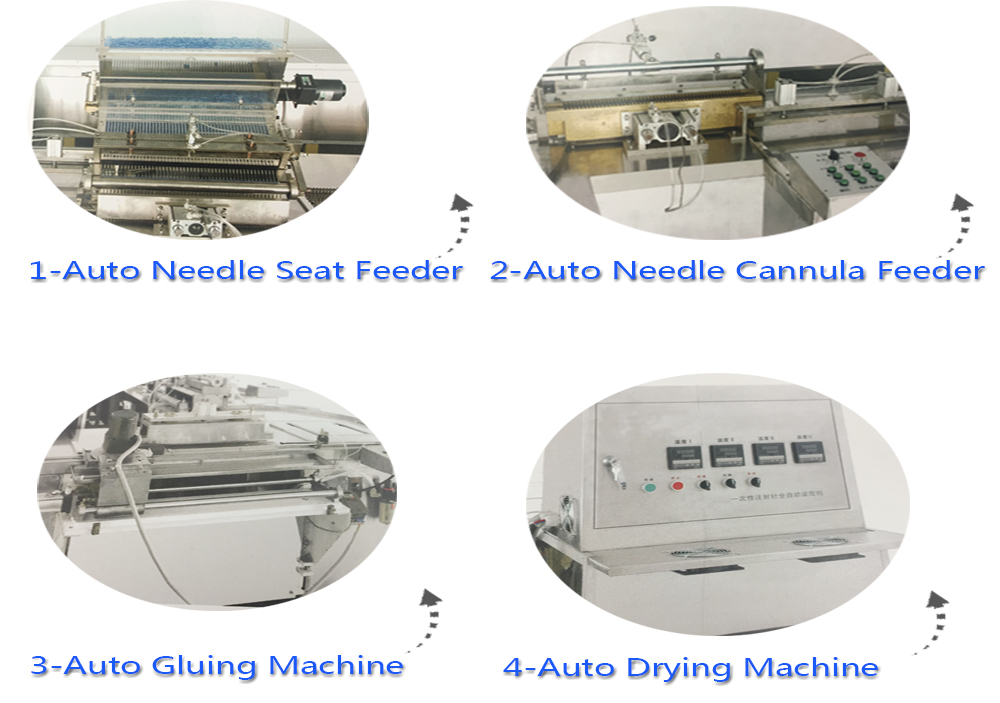
1. La position d'installation du moyeu : il faut qu'un opérateur place le gabarit suivant à l'endroit désigné, puis 50 morceaux de moyeu seront automatiquement séparés de la trémie par ce dispositif et les verseront exactement dans le gabarit suivant.
2. Position d'installation de la canule : il faut qu'un opérateur place le gabarit suivant à l'endroit désigné, puis 50 morceaux de canule seront automatiquement séparés de la trémie par ce dispositif et les verseront respectivement dans les moyeux.
3. Position colle-collage : ce dispositif est automatique. Lorsque ce dispositif provoque l'arrivée du gabarit suivant, il amènera automatiquement le gabarit suivant en position de travail et appliquera la colle de résine sur le joint entre le moyeu et la canule. Envoyez ensuite automatiquement le gabarit suivant à l'entrée du four. Absorber le servomoteur pour obtenir un mouvement rond. Il surmonte le mauvais état de collage de la colle résultant de la pression d'air variable du cylindre.
4. Solidification au four : ce dispositif est automatique. après que le gabarit suivant qui a été brossé avec de la colle de résine soit entré dans le four, la colle de résine soit amincie à condition qu'elle soit après une demi-heure et à moins de 120 ℃.
5. Revêtement d'huile de silicone Position : cet appareil nécessite un seul opérateur. Il place le gabarit suivant qui glisse du four sur l'endroit désigné de l'attelle et retourne l'attelle. Appliquez ensuite de l'huile de silicone sur la moitié de chaque canule. Et testez si l'aiguille est coincée par la colle de résine en observant la vessie d'air de la fente d'huile de silicone.
6. Position d'installation du capuchon de protection : cet appareil nécessite un seul opérateur. Il mettra le gabarit suivant avec de l'huile de silicone à l'endroit désigné. Il séparera 50 morceaux de capuchon de protection de la trémie. Et couvrez sur le moyeu. Cela garantit qu'il n'endommagera pas l'aiguille lors du processus d'installation du capuchon de protection.
7. Capuchon de protection-pressage et position du chargeur de déchargement. Cet appareil est automatique. Lorsque cet appareil teste que le gabarit suivant avec le capuchon de protection installé fonctionne dans la position désignée, il appuie automatiquement sur chaque capuchon de protection et décharge automatiquement l'aiguille finale du gabarit suivant, tout en la collectant dans le réservoir de recyclage.